洛阳广纬精工科技有限公司
联系人:陈先生
手机:13837907701
联系人:葛经理
电话:18737962638
联系人:周经理
电话:13937994339
固话:0379-64593276
邮箱:guangwei@gwspool.com
传真:0379-64594220
地址:河南省洛阳市中州西路173号
网址 :www.lygwjg.com
1、工艺流程:
下料、平头→剥肋滚压螺纹→丝头检验→利用钢筋套筒→接头检验→完成。
2、接头施工:
(1)切割下料对端部不直的钢筋要预先调直,按规程要求,切口的端面应与轴线垂直,不得有马蹄形或挠曲,因此刀片式切断机和氧气吹割都无法满足加工精度要求,通长只有采用砂轮切割机,按配料长度逐根进行切割。
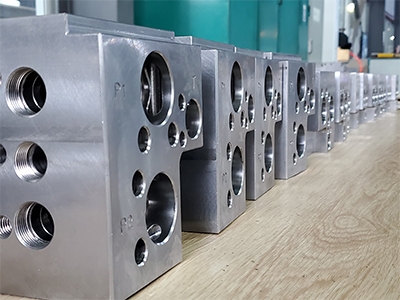
(2)加工丝头
a、丝头的加工过程是:将待加工钢筋夹持在设备的台钳上,开动机器,扳动给进装置,动力头向前移动,开始剥肋滚压螺纹,等滚压到调定位置后,设备自动停机并反转,将钢筋端部退出动力头,扳动进给装置将设备复位,钢筋丝头即加工完成。
b、加工丝头时,应采用水溶性切削液,当气温低于0℃时,应掺入15~20%亚硝酸钠。严禁用机油作切削液或不加切削液加工丝头。
c、丝头加工长度为标准型钢筋套筒长度的1/2,其公差为+2P(P为螺距)。
d、操作工人应按下表的要求检查丝头的加工质量,每加工10个丝头用通、止环规检查一次。