洛阳广纬精工科技有限公司
联系人:陈先生
手机:13837907701
联系人:葛经理
电话:18737962638
联系人:周经理
电话:13937994339
固话:0379-64593276
邮箱:guangwei@gwspool.com
传真:0379-64594220
地址:河南省洛阳市中州西路173号
网址 :www.lygwjg.com
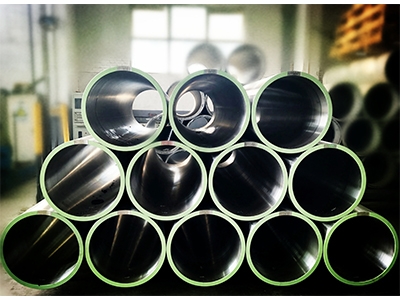
套筒粗加工-加工内孔与外圆相互位置和加工精度?钢套筒厂家小编下面就带你详细去了解认识清楚吧。
钢套筒类件的主要加工表面是内孔与外圆。外圆表面可根据精度要求进行车削和磨削。,而内孔表面加工比较困难,需要考虑零件的材料、结构、孔的直径大小、深度比、精度、表面粗糙度、生产规模和设备情况等各种因素,来制定加工方案和加工工艺路线。如公差等级为IT8级,表面粗糙度Ra为0.63~2.5μm的孔,材料未经淬火钢,孔径小于15mm,可采用钻→粗铰
→精铰,或采用钻→扩→粗铰→精铰及粗车→半精车
一精车三种方案之一,都能满足零件孔精度及表而粗糙度要求。可按零件具体情况选择其中一种进行加工。若零件的内孔与外圆间相互位置精度要求很高时,可以采取如下措施进行保证:
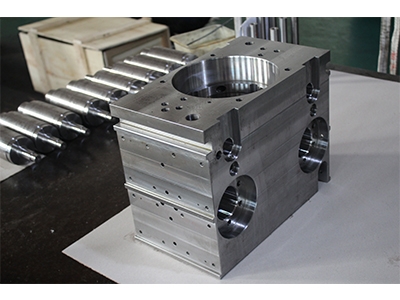
(1)零件在一次装卡中,把全部内外圆表面及端面同时加工出来。这种方法可以消除零件的安装误差,保证了内外圆相互位置精度要求,但只适用于直径较小的零件加工。
(2)对于直径较大的套筒形零件,可以先加工内孔作为定位基准,再加工外圆表面时以孔定位。
(3)加工较长的套筒类零件或深孔时,可先加工外圆表面,再以外圆定位来加工深孔。加工这类零件时,由于零件较长,所以在装夹和加工时,应采取一些特殊的工艺措施,防止孔轴心线偏斜,影响位置精度。